
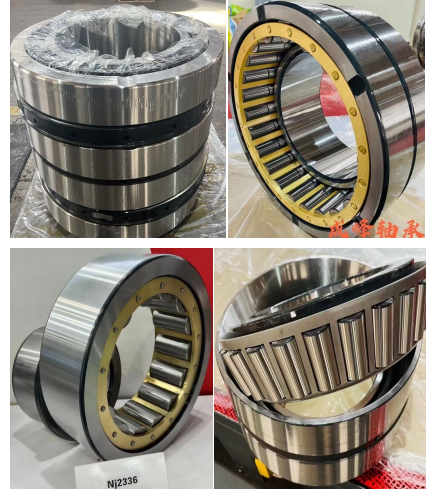
- Cấu trúc khác nhau
Sự khác biệt cơ bản là cấu trúc khác nhau: vòng trong và ngoài của vòng bi côn có mương côn và con lăn côn được lắp đặt giữa các mương. Vòng bi côn được dẫn hướng bởi mép giữ lớn của vòng trong và được thiết kế để giao đỉnh của mỗi bề mặt hình nón của bề mặt lăn con lăn với bề mặt mương của vòng trong và vòng ngoài tại một điểm trên đường tâm của ổ trục. . Con lăn của ổ đũa trụ thường được dẫn hướng bởi hai mép giữ của vòng ổ trục, thuộc hai ổ trục rời. Con lăn lồng và vòng dẫn hướng tạo thành một tổ hợp có thể tách rời khỏi vòng ổ trục khác.
- Phạm vi lực khác nhau
Phạm vi căng thẳng của hai là khác nhau. cácổ lăn hình trụvà vòng bi côn trên cạnh bánh răng đơn có thể chịu được lực hướng tâm và cũng có thể chịu lực dọc trục một hướng. Mặc dù nó có thể chịu được lực hướng tâm lớn hơn nhưng nó không thể chịu được lực dọc trục; vòng bi lăn hình trụ ở phía khối đơn là khác nhau. Nó có thể chịu được lực dọc trục của lực hướng tâm và một hướng duy nhất. Vòng bi côn hai hàng và bốn hàng có thể chịu được lực hướng tâm lớn hơn và lực dọc trục hai chiều lớn hơn. Vòng bi đũa hình trụ loại một hàng và hàng đôi, vòng bi đũa hình trụ có vòng mặt bích và loạitkêu lênvòng bi lănrất nhanh.
3.Độ chính xác khác nhau
Vòng bi côn chính xác, vòng bi trụ và vòng bi côn có độ chính xác cao hơn nhiều so với các loại vòng bi khác. Độ chính xác của hàng đơn vàvòng bi lăn hình trụ đôi hàngtốt hơn so với vòng bi côn một dãy.
4.Tphạm vi sử dụng củathon gọnổ lăn và ổ lăn hình trụ
4.1 Mục đích chính của vòng bi trụ Hộp trục, trục khuỷu động cơ diesel, động cơ lớn, trục chính máy công cụ, ô tô, hộp số máy kéo, v.v.
4.2. Mục đích chính của vòng bi lăn hình nón Máy móc xây dựng, máy móc nông nghiệp lớn, bánh trước, bánh sau, hộp số, trục bánh răng vi sai nhỏ, thiết bị giảm tốc bánh răng phương tiện đường sắt, máy cán thép nóng và lạnh, con lăn giữa, con lăn hỗ trợ, lò quay thiết bị giảm tốc và bánh răng.
5. Các thủ tục chính cho vòng bi lăn hình nón
Vòng bi côn được thiết kế mới áp dụng cấu trúc nâng cao. Đường kính của con lăn được kéo dài, chiều dài của con lăn được kéo dài và số lượng con lăn trở nên nhiều. Nó sử dụng con lăn lồi để cải thiện đáng kể khả năng chịu lực và tuổi thọ của ổ trục. Mặt đầu lớn của con lăn và mặt bánh răng lớn sử dụng mặt cầu và bề mặt hình nón để cải thiện khả năng bôi trơn.
6.Đảm bảo chất lượng
6.1 Việc lựa chọn nguyên liệu thô là khâu quan trọng nhất của ổ trục. Vòng bi Chengfeng được kiểm tra toàn diện 100% từng lô vật liệu.
6.2. Các vòng bi và thân lăn được xử lý nhiệt bằng bainite không chứa oxy và muối không có oxy để đảm bảo độ cứng của sản phẩm trong vòng 1HRC.
6.3. Bề mặt cuối của ổ trục được gia công bằng phương pháp mài bề mặt hai đầu để đảm bảo chênh lệch cân bằng mặt cuối cao hơn. Quá trình mài sử dụng máy mài CNC và thiết bị siêu mịn để đảm bảo độ tròn trong vòng 2 UM và độ nhám trong vòng 1um.
Thời gian đăng: 04-04-2023